
C型三圆导柱冲床如何排样生产
排样是指冲裁零件在条料、带料或板料上布置的方法。合理有效的排样有利于保证在最低的材料消耗和高生产率的条件下,得到符合设计技术要求的工件。在C型三圆导柱冲床冲压生产过程中.保证很低的废料百分率是现代冲压生产最重要的技术指标之一。在冲压工作中,冲压件材料消耗费用可达总成本的60%—75%,每降低1%的冲压废料,将会使成本降低0.4%-0.5%,合理利用材料是降低成本的有效措施,尤其在大批量生产中,冲压零件的年产量达数十万件,甚至数百万件,材料合理利用的经济效益更为突出。
1.C型三圆导柱冲床排样的原则
(1)冲裁小工件或某种丁件需要窄带料时,应在符合材料规格及工艺要求的情况下沿板料顺长方向进行排样。
(2)冲裁弯曲件毛坯时,应考虑板料的轧制方向。
(3)冲件在条(带)料上的排样,应考虑冲压生产率、冲模耐用操作的方便与安全等,冲模结构是否简单。
(4)条料宽度选择与在板料上的排样应考虑选用条料宽度较大而步距较小的方案,可经济地将板料切为条料,并能减少冲制时间。
下图是冲压用的卷料:
2.C型三圆导柱冲床排样的方法:根据材料的合理利用情况,条料排样方法可分为三种。
(1)有废料排样,沿冲件全部外形冲裁,冲件与冲件之间、冲件与条料之间都存在搭边废料。冲件尺寸完全出冲模来保证,因此精度高.模具寿命也高,但材料利用率低。
(2)少废料排样:沿冲件部分外形切断或冲裁,只在冲件与冲件之间或冲件与条料侧边之间留有格边。因受剪裁条料质量和定位误差的影响,其冲件质量稍差.同时边缘毛刺被凸模带人间隙也影响模具寿命.但材料利用率稍高,冲模结构简单。
(3)无废料徘样,冲件与冲件之间或冲件与条料侧边之间均无搭边,沿直线或曲线切断条料而获得冲件。冲件的质量较差,模具寿命较短,但材料利用率最高。另外,当送进步距为两倍零件宽度时,一次切断便能获得两个冲件,有利于提高劳动生产率。
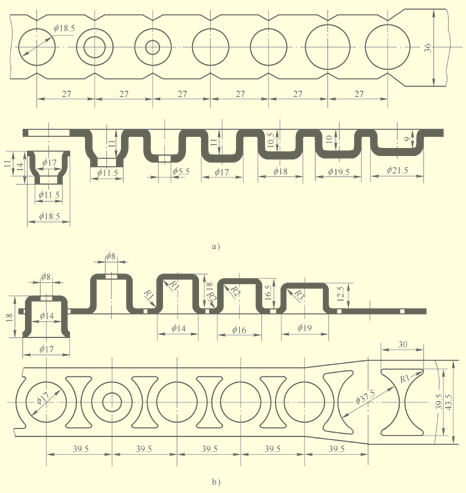
冲压排样图:
同类文章排行
- Agin games高速冲床助力波纹孔板化工填料冲压波纹孔板厂家
- Agin games高速冲床针对开关万用插座五金配件厂家提供高速压力机
- 什么是精密高速压力机?有多快?--Agin games压力机
- 高速冲床如何通过动态位移数据收集系统检测下死点
- 东莞高速冲床厂家
- 冲床自动送料机,自动送料冲床视频
- 高速精密冲床冲压后的产品表面质量
- 高速冲床是用来干什么的?详细的冲床用途
- 定转子、EI片的冲压速度及冲床要求
- 高速精密自动冲床-台湾技术,东莞冲床厂家制造
您的浏览历史
